大口径、厚壁的12Cr1MoVG高压锅炉管生产工艺要求
<1>高压锅炉管主要技术条件
12Cr1MoVG高压锅炉管的生产工艺要求凯时娱乐城主要依据GB 5310-1995标准的规定。
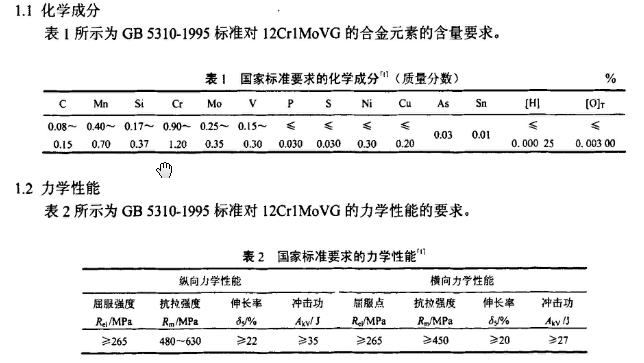
<2>12Cr1MoVG化学成分设计
GB 5310-1995标准中关于12Cr1MoVG高压锅炉管的成分做了要求,为了达到预期的组织和性能,对以下重要元素进行了控制。
C:碳是有效的强化元素之一,随着含碳量的增加,钢的强度增加,塑性、韧性随之降低;过饱和的C含量多了,则高温下的脱溶倾向会明显增大,增大了蠕变速度,降低了蠕变抗力。所以C含量要适量。
V:钒作为本钢种的微量控制元素,其左右是防止回火脆性,提高热稳定性及红硬性;有利于更多的Mo和Cr保留在固溶体中,V与C形成VC等碳化物,固定钢中的一部分C可起到弥散强化的作用,阻止晶粒长大,而且可以抑制再结晶的进行,提高屈服强度和韧性,降低奥氏体转变温度使珠光体团变小,珠光体片碎化,片间距减小,从而对钢的各项性能产生显著的影响。V是钢的优良脱氧剂,在高温高压下可提高抗氢腐蚀能力。
S:钢中常见的硫化物是FeS、MnS,通常形成FeS-MnS的固溶体,具有较高的塑性,在经轧制变形后通常沿塑性变形方向呈竹叶状分布,引起钢管在纵、横向的力学性能不均。因此,要严格控制S的含量。
P:磷的偏析倾向十分严重,即使只有千分之几的磷存在,也会使钢发生冷脆。因此在本钢种中要把P元素尽量控制在较低范围内。
综合考虑该钢种的性能要求和成本的要求,以及实际炼钢中对P、S含量的控制能力,把P控制在0.015%以下,S控制在0.010%以下。
<3>12Cr1MoVG高压锅炉管生产工艺流程
管坯采用“电炉冶炼+LF钢包精炼+VD真空精炼处理→浇铸钢锭→锻制圆管坯”工艺生产:钢管的生产工艺流程为:管坯检查→环形炉加热→一次穿孔→台车式炉加热→二次穿孔→冷却→热处理→取样检验→机加工→探伤→水压试验→人工检查、修磨→喷印→包装入库。
由于产品规格较大,所以采用二次穿孔工艺生产。在穿孔时,轧辊电机采用最低转速。孔型调整参数在保证毛管尺寸的情况下作适当调整。轧辊如有粘钢、龟裂,要及时修磨或更换,严格控制好壁厚极差。穿孔后,毛管应平放到料架上,采用自然冷却的方式冷却。
<4>12Cr1MoVG无缝钢管的热处理
根据实验室试验的热处理工艺及其结果,以实验室对12Cr1MoVG调质试验的工艺参数为指导,结合GB 5310-1995中对该钢种的热处理要求,充分考虑到此种规格的壁厚的特点,制定合理的热处理工艺,对整根管坯进行热处理,热处理设备为室式炉,工艺采用淬火+回火。对其淬火温度要求在960~980℃之间,升温速度适当,不宜过快,保温时间适当以确保管体温度均匀,采用水淬,淬火池中的水搅动+内轴流,以保证有足够的冷却速度。淬火时间为10min,以保证管体充分淬透。回火温度控制在740~760℃之间,保温时间适当,保温后采用空冷方式冷却到室温。热处理后取样、试验。

